UASB Reactor (Upflow Anaerobic Sludge Blanket): How It Works, Performance, and Where to Use It
This article is based on a lecture from the course Design of Wastewater Treatment Plants for Onsite Projects. The course teaches you how to design full-scale treatment systems for small to medium projects.
Here, we explore theUASB Reactor (Upflow Anaerobic Sludge Blanket): what it is, how it works, and its design principles.
What is a UASB?
UASB = Upflow Anaerobic Sludge Blanket.
- Upflow: wastewater enters from the bottom and moves upward.
- Anaerobic: treatment happens without oxygen (no aeration blowers).
- Sludge blanket: a dense zone of anaerobic sludge granules does the “heavy lifting” by consuming organic matter.
A UASB is typically a single-tank anaerobic reactor used in both centralized (city/community) and decentralized(local/on-site) treatment systems. It can treat municipal sewage and many types of industrial wastewater, especially those with high organic load.
A quick history of UASB
1980s: developed and first tested mainly for industrial wastewater.
Mid-1980s: first pilot municipal UASB plants in Colombia and Brazil (warm/tropical climates).
Early 1990s: successful full-scale municipal implementations (usually with pre-treatment + post-treatment) in places like Colombia and India, achieving around 70–85% COD/BOD removal.
Mid-1990s onward: wider adoption, especially across Latin America and India, often paired with post-treatment to meet discharge standards.
One big takeaway: UASB alone usually won’t meet final effluent standards, so polishing/post-treatment is commonly needed.
How the UASB process works (step-by-step)
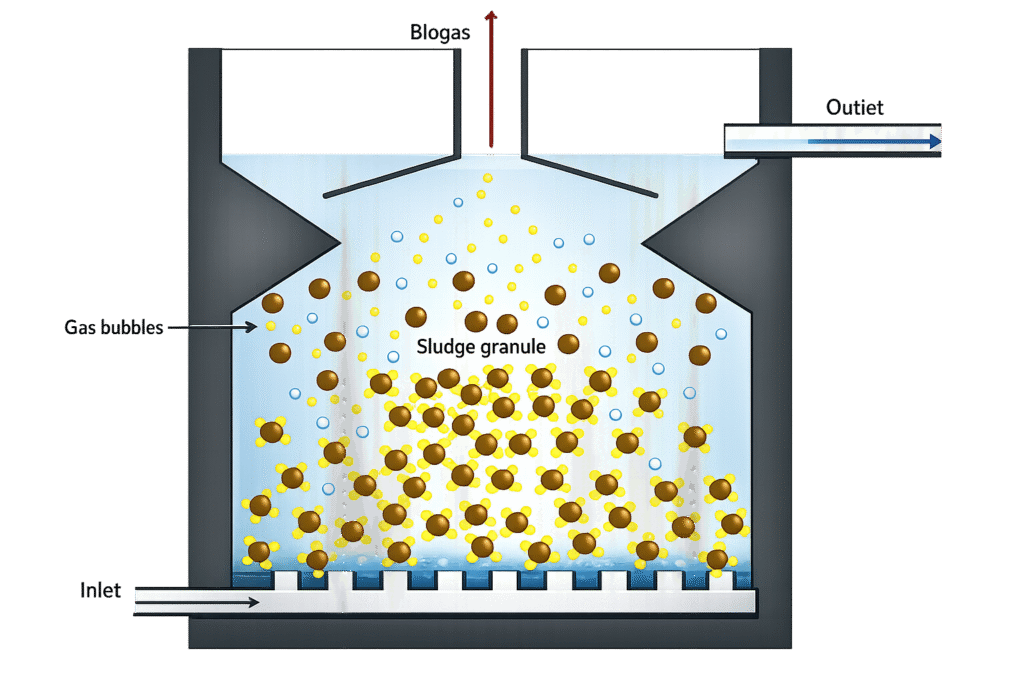
Think of the UASB reactor as a tank where wastewater rises slowly and “feeds” a living sludge mass:
- Influent enters at the bottom through an influent distribution system (multiple inlets).
- Wastewater flows upward and comes into contact with anaerobic sludge granules.
- The granules consume organic matter (BOD/COD) and convert a portion of it into biogas (mainly methane and CO₂).
- A gas–solid–liquid separation zone (baffles/hoods) helps:
- capture and collect the biogas,
- prevent sludge granules from escaping with the effluent,
- allow clarified effluent to move to the next treatment stage.
Why warm climate matters
UASB performance strongly depends on temperature. In cold climates, anaerobic reactions slow down and sludge granulation becomes harder. That’s why UASB is especially attractive in regions with average temperatures above ~20°C (or where heating the wastewater is feasible—though that adds cost/complexity).
Typical performance (what UASB removes well—and what it doesn’t)
UASB reactors are excellent for removing organic pollution:
- BOD removal: ~60–90%
- COD removal: ~60–80%
- TSS removal: ~60–85%
- Sludge production: relatively low compared to aerobic systems, and sludge is generally more stabilized.
- But there are major limitations:
- Low pathogen removal → effluent is not safe without disinfection/polishing.Poor nutrient removal (nitrogen & phosphorus) → post-treatment is needed if you must meet strict discharge/reuse standards.
Treatment scheme
UASB is typically considered a secondary treatment process, which means it needs upstream preliminary treatmentand downstream polishing.
1) Preliminary treatment (must-have)
This protects the reactor from clogging and operational issues:
- Screening (coarse and/or fine)
- Grit removal
- Flow equalization (often recommended)
2) Optional primary treatment (case-specific)
- Primary sedimentation can be used when influent has high settleable solids, depending on your design case.
3) UASB reactor (main organic removal)
- Produces stabilized sludge and biogas.
- Effluent exits for polishing.
4) Post-treatment / polishing (very common)
To address nutrients, pathogens, and final clarity, typical options include:
- Aerated ponds
- MBBR (Moving Bed Biofilm Reactor)
- Constructed wetlands (nature-based solution)
- Other “polishing” options like trickling filters or similar systems, depending on context
5) Disinfection (often required)
If the water will be discharged to sensitive environments or reused (like irrigation), you may need:
- Chlorination (usually the more economical option)
- UV (effective but often higher cost and needs good clarity)
Common applications of UASB
UASB is a strong choice when land is limited and energy costs matter—but temperature conditions must be suitable.
Municipal wastewater (warm climates)
- Centralized WWTPs in tropical/warm regions
- Often used in developing settings where low O&M cost and energy efficiency are priorities
Dense urban areas
- UASB is relatively compact compared to many nature-based processes (like large lagoons)
Industrial wastewater (high organic load)
UASB is widely used for industries such as:
- Breweries and distilleries
- Food & beverage processing
- Slaughterhouses
- Pulp & paper industries
- Textile-related organic effluents (case-dependent, but commonly mentioned in practice)
Decentralized/on-site treatment
UASB is a strong choice when land is limited and energy costs matter—but temperature conditions must be suitable.
Municipal wastewater (warm climates)
- Centralized WWTPs in tropical/warm regions
- Often used in developing settings where low O&M cost and energy efficiency are priorities
Dense urban areas
- UASB is relatively compact compared to many nature-based processes (like large lagoons)
Industrial wastewater (high organic load)
UASB is widely used for industries such as:
- Breweries and distilleries
- Food & beverage processing
- Slaughterhouses
- Pulp & paper industries
- Textile-related organic effluents (case-dependent, but commonly mentioned in practice)
Decentralized/on-site treatment
- Works well for stable flows when followed by a reliable polishing step
- Biogas recovery can be an added benefit for energy reuse
Advantages and disadvantages (quick checklist)
✅ Advantages
- High removal of organic matter (BOD/COD)
- No aeration required → very low energy consumption
- Biogas recovery (energy potential)
- Low sludge production vs aerobic systems
- Sludge is relatively stabilized
- Simple operation and generally lower O&M cost
- Compact footprint
- Very suitable for warm climates
⚠️ Disadvantages
- Poor nutrient removal (N & P) → post-treatment required
- Low pathogen removal → disinfection/polishing required
- Effluent often needs polishing to meet discharge/reuse standards
- Long start-up period (sludge granulation can take months)
- Performance drops in cold temperatures
- Effluent may still have turbidity and odors without polishing